33 - Wie lässt sich Material optimal verteilen?
Eine einzelne Verarbeitungsmaschine mit nur einem Material zu versorgen ist vergleichsweise einfach. Etwas aufwändiger ist es, wenn etwa neben Neuware auch Mahlgut dem Verarbeitungsprozess zugeführt werden soll.
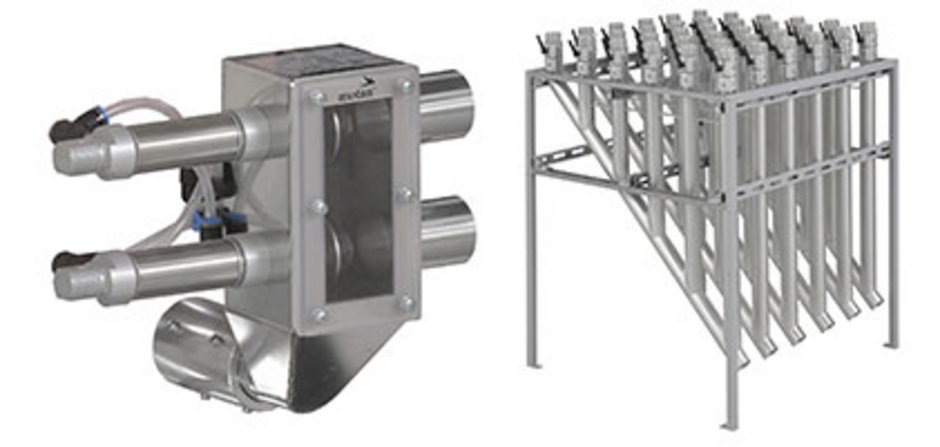
Für diesen Fall empfiehlt sich der Einbau einer Materialweiche oder Zweikomponentenweiche, vereinzelt auch als Mischweiche bezeichnet. Die Bezeichnung „Mischweiche“ ist leicht irreführend, denn diese Weiche mischt die Komponenten nicht und sie ersetzt keinesfalls ein Dosiergerät.
Materialweichen haben je einen Materialeinlass für Neuware und Mahlgut sowie einen Auslass zum Fördergerät. Je nach Konzept öffnen beziehungsweise schließen zum Beispiel pneumatisch betätigte Klappen oder Kolben abwechselnd die beiden Materialeinlässe. Abhängig von der Schalthäufigkeit füllt sich das Fördergerät schichtweise. Im Idealfall vermischen sich diese Schichten beim Auslaufen des Materials.
In der Regel lassen sich das anteilige Verhältnis Neuware zu Mahlgut sowie die Anzahl der Chargen je Förderzyklus über die Steuerung einstellen. Zu berücksichtigen ist hier unbedingt, dass es sich bei den Einstellungen um anteilige Förderzeiten und nicht um absolute Materialanteile handelt.
Weitaus komplexer ist der Aufbau einer zentralen Materialversorgung für mehrere Verarbeitungsmaschinen mit unterschiedlichen Materialien. In diesem Fall ist zwischen manuellen und automatischen Materialverteilsystemen zu unterscheiden. Je nach Investitionsbereitschaft kommt hierfür ein manuell zu bedienender Kupplungsbahnhof oder ein vollautomatisches Materialverteilsystem infrage.
Die kostengünstigste Variante für eine flexible Materialversorgung ist ein manueller Kupplungsbahnhof. Sein Aufbau ist vergleichsweise einfach: Üblicherweise sind von unten fest verrohrte Materialleitungen (Quelle) mit den Kupplungen in einem Kupplungstisch verbunden. Von oben hängen flexible Materialleitungen, die am einen Ende fest mit den Rohrleitungen zu den Maschinen (Ziel) verbunden sind. Am freien Ende ist eine Kupplung, die bei Bedarf mit dem Gegenstück zur Materialleitung auf dem Kupplungstisch gekoppelt wird.
In der einfachsten Ausführung sind die Kupplungen nicht codiert, das heißt die Quelle-Ziel-Zuordnung wird nicht überwacht. Das Kuppeln der flexiblen Leitungen mit der gewünschten Materialleitung erfolgt manuell durch das Bedienpersonal. Genau das birgt jedoch die größte Gefahr für eine Fehlbedienung aufgrund verwechselter Materialleitungen. Ausschließen lässt sich dieses Risiko mit überwachten Kupplungsbahnhöfen. In diesem Fall prüft die Steuerung, ob die Förderleitung zur Maschine an der richtigen Materialleitung angeschlossen ist und gibt nur dann den Fördervorgang frei.
Ein Vorteil von Kupplungsbahnhöfen ist neben den geringeren Investitionskosten ihre Flexibilität. Bei Bedarf lassen sich auch mehrere Kupplungsbahnhöfe miteinander kombinieren.
Sie wollen mehr über Materialweichen wissen? Weitere Informationen finden Sie unter www.motan.com